生产作业控制(PAC)的秘诀
一、生产计划和控制的过程分析
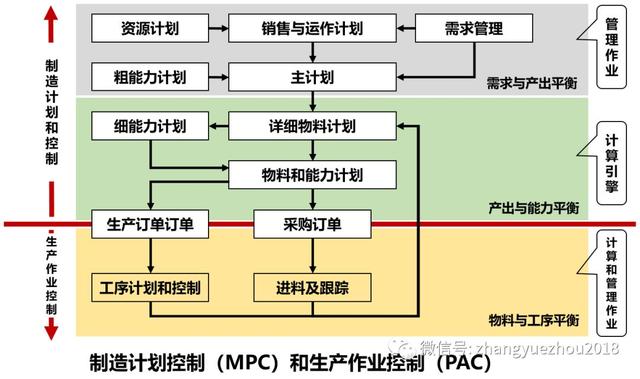
生产计划和控制分为两个核心环节,制造计划控制阶段和生产作业控制阶段,且两个阶段的重点任务和难点各不相同。
其中:
制造计划控制阶段的目标是响应需求,最大限度地满足客户需求。
生产作业控制阶段的目标是追求产出,最大限度地追求产出的基础上不延误需求,让需求延误最小。
1、制造计划控制阶段
制造计划控制阶段的核心是输出主计划(MPS)。正常而言主计划(MPS )由预测订单、补库订单、销售订单、新产品试产订单构成。预测订单是管理的重点或难点。
一般而言,预测订单是由市场和销售部门主导,经过S&OP程序产生。补库订单,由工厂的PMC部门主导。销售订单、新产品试产订单都是明确的需求不不是太难。
主计划的确认过程,是管理过程,是数据、程序和经验驱动的结果。
主计划(MPS)确认后,或采用MRP(物料需求计划)系统,或采用APS(高级计划和排程)系统,进行相关需求的分解和确认。
MRP(物料需求计划)由于是无限产能、前置周期方式解析主计划(MPS)相关需求,且有净需求/毛需求、单单/周期等组合,手工作业量会比较大,需要做较大的手工干预和协同。MRP(物料需求计划)一般以车间工单方式控制为主,即使采用了MRPII,到了工序任务,但资源也仅仅到了资源组,无法做到单资源的需求。
APS(高级计划和排程)是基于物料约束、产能约束、工艺约束和优化规则的计算,生产任务的开工/完工完全是基于约束条件计算,并直接管理至工序任务和独立资源,管理的颗粒度和计算精度要细的多,更容易实现动态控制的环境。
MRP(物料需求计划)和APS(高级计划和排程)是计算引擎,是基于MPS(主计划)和相关参数(物料、产能、工序和优化等)的计算。
制造计划控制一般是长时间维度,最短时间维度为天
2、生产作业控制阶段
生产作业控制过程是产能与物料的平衡过程,其平衡分为两个层面:自制件之间的平衡和自制件与采购件之间的平衡。
由于需求、产能、供应的波动,需要在波动的状态下,保持交付好、产出高和库存低。
生产作业控制阶段,是短周期的,一般最长以天为单位,1-3天足够了,然后滚动方式控制。
二、生产作业控制(PAC)的秘诀
根据主计划(MPS)需求,如何做好生产作业控制(PAC)是一项高级技术,不是基于经验可以做好,需要一套科学的方法。
一本需要采用三个管理动作:
1、“倒排顺投“车间工单
ERP的管理颗粒度,一般是车间工单。车间工单由MRP系统,根据主计划(MPS)产生。
如何控制车间的生产任务(MO)的投放是关键了。而投放生产任务(MO)的关键是对生产任务(MO)的排序。
1)倒排
倒排的含义是,所有的车间的生产任务(MO)都与销售订单交期的紧迫程度排序,而且是全工厂所有车间的生产任务(MO)都与销售订单的优先序一样,实现全局优先顺序的一致。销售订单的优先序,可以采用EDD和CR都可以的。
2)顺投
根据车间的生产任务(MO)的优先顺序投料,齐套了才允许开工。而且不能让车间的在制品太多。车间在制品的多少保持稳定即可,如机加工车间,就是保持3-4天的在制品量,既不要太多,也不要太少。顺序生产即可。
倒排、顺投,是保持车间稳定生产的前提条件,需要严格执行。
2、“谁急谁用”的产能、物料投放策略
工厂的资源,可以细分为资金、物料、产能和管理者的关注度。
谁急谁用的含义是:那个车间的生产任务(MO)紧急,就把“资金”、“物料”、“产能”、“关注度”投放至该生产任务(MO)。
一般情况下,物料还有“谁买谁用”的,就是依据销售订单来采购物料,做到销售订单和采购订单的一一对应,这其实需要非常细致的管理作业保障。建议中小制造企业,千万别做,难度有点大。
企业各项资源的“谁急谁用”确保了聚焦,确保了流动性。
3、“近细远粗”的控制模式
由于变动性的存在,远期的不可能控制的非常细,但是需要关注。
“近细”,也是有所分工。一般对物料的管控要细,对产能或作业的控制稍微可以粗一些,我定义为“物细事粗”:
物细,指物料控制必须要细,因为物料错误,那什么都浪费了。尤其是有限的产能浪费,对计划的控制损失很大。物细,体现在两个方面,第一是生产准备阶段,要做到人,机,料,法,环的齐套,在齐套条件下开工。第二是作业过程的控制,要做到标准化作业,确保质量的合格。
事粗,一般性的流程作业可以简化和优化,最好与信息系统的作业流程一直,尽量做标准化的前置设置,尤其不要在流程中增加N多的审批动作,加快工作任务的流动。
三、结语
制造计划控制和生产作业控制,一般称之为生产计划和控制,可惜现有很多的理论书籍与实际的应用场景都有较大的偏差,至少我还没有看到一本理论与实际结合的书籍,希望我自己可以做到。
生产计划和控制,不仅需要理论知识和实际工作经验,更需要懂得信息系统。至少需要对ERP、MES和APS系统有足够的理解,对APS系统需要精通,否则很难成为生产计划和控制的高手。